Как испортить 60 кубометров трансмиссионного масла на совершенно новом прокатном стане.
(Факт №2.) Достаточно стахановских методов работы и жадности руководства. Умноженных на западные технологии с западными регламентами технического обслуживания и ремонта.
Данное событие имело место быть на одном крупном металлургическом предприятии. Наблюдал и участвовал в этом безобразии сам.
Исходные данные: прокатный стан 170 (диаметр бочки чистовой клети) фирмы Danieli. Проволочный. Новый. Работает уже третий месяц. Весь в проводах, камерах, датчиках и мигающих лампочках. Работает быстро. Буквально бунт проволоки диаметром 5 мм за две минуты выдаёт. Работает день и ночь в три смены. Практически без остановок. Итальянцы, смонтировав и показав как работать, уехали на родину буквально неделю назад.
В один прекрасный день, а точнее ночь, вызывают гидравликов на Пост 1. Загрязнённость фильтроэлемента одного из насосов системы жидкой смазки чистового блока клетей. Дежурный гидравлик переключает насос на резервный и оставляет это дело на утро. Идёт спать. Через час опять вызов на Пост 1, опять загрязнённость. Останавливают линию так как нет второго резервного насоса. Гидравлик бежит на склад за новым фильтроэлементом, тем временем напарник разбирает корпус фильтра, достаёт фильтроэлемент, и видит....
Фильтроэлемент ЧЁРНОГО цвета. Масло чёрное, с кусками окалины.
После этого меняли фильтры по 12 раз в сутки в течении ТРЁХ месяцев. Гидравлики ночевали и дневали в подвале у насосов, в том числе и я. Приходили всякие комиссии, смотрели, морщили лбы, уходили... Останавливали чистовой блок, меняли уплотнения - безрезультатно. Изобретали велосипеды, но не сделали одного: ТО чистового блока по алгоритму....
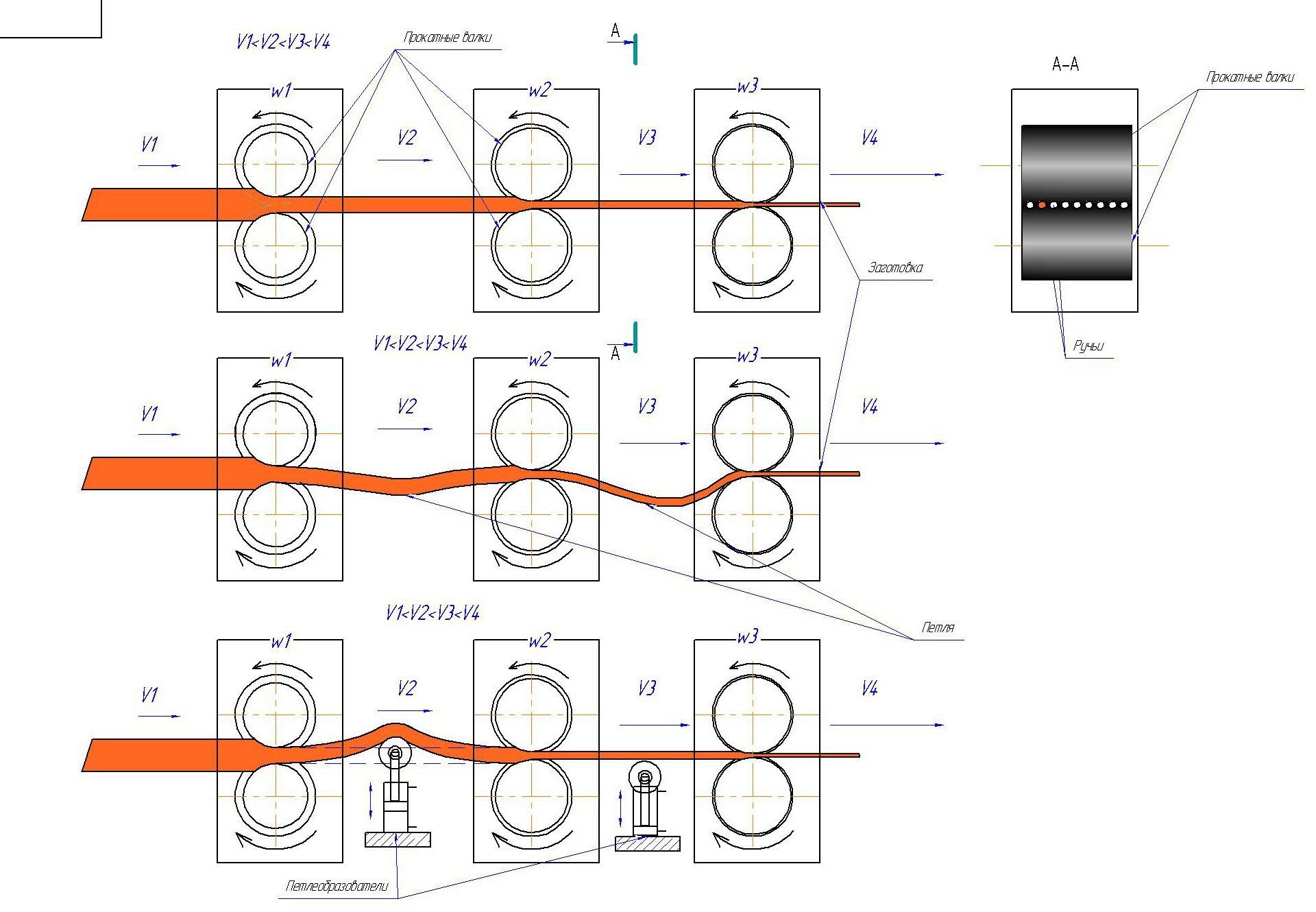
Немного "ТЕОРИИ" прокатки:
На рисунке показано что при прокатке заготовки до определенного диаметра (показана оранжевым), при прохождении прокатных клетей и уменьшении сечения этой заготовки возрастает её скорость перемещения (V), а также скорость вращения (w) валков клетей.
В идеальном режиме положение полосы будет как на верхнем рисунке. В реальности же всё несколько иначе, прокатываемая заготовка провисает, и существует опасность затягивания образующейся петли в последующую прокатную клеть. Для предотвращения этого существуют петлеобразователи, которые создают необходимое натяжение провисающей заготовке между клетями.
И ПРАКТИКА:
Заготовка поступает на загрузочный стол:
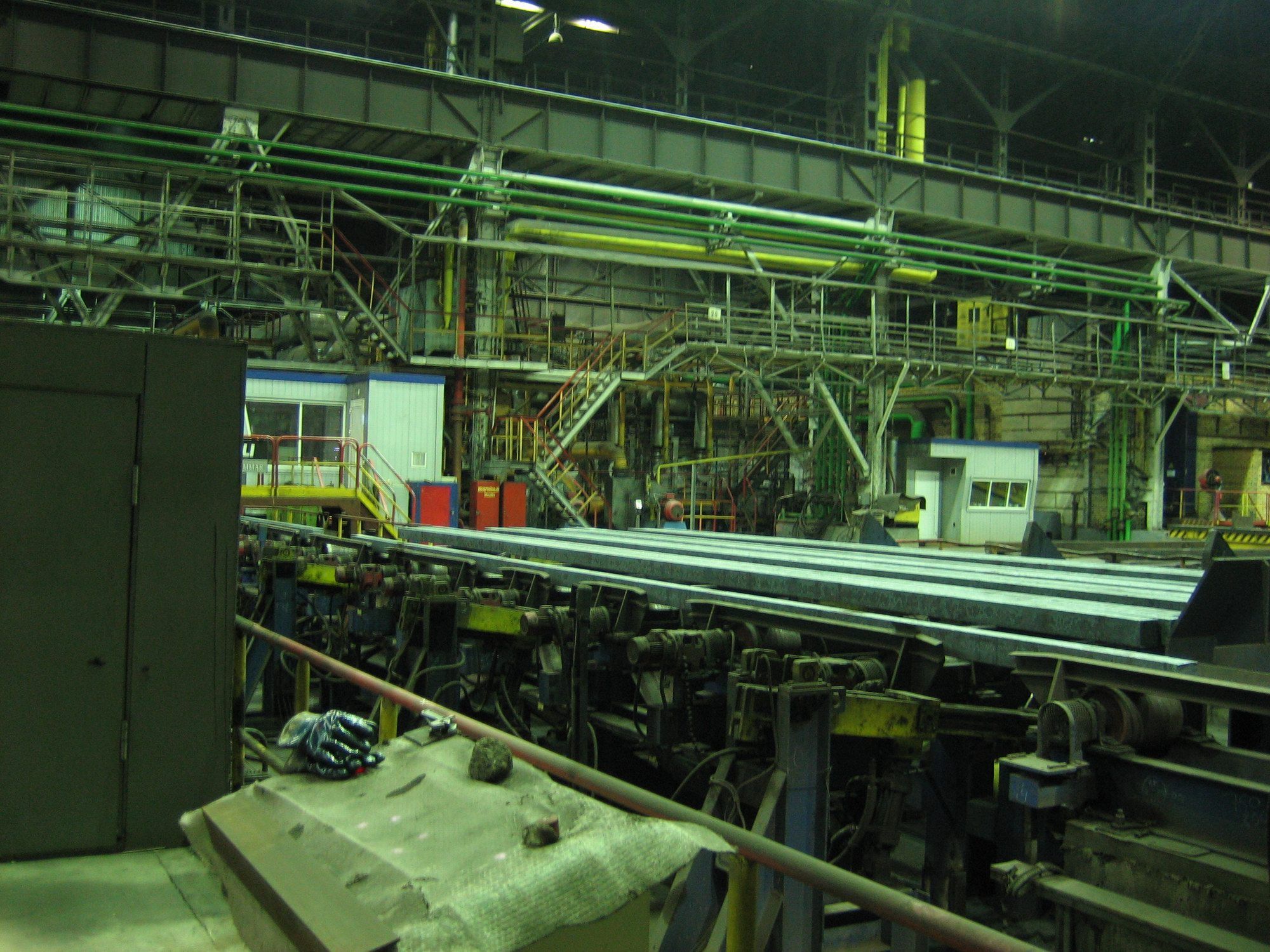
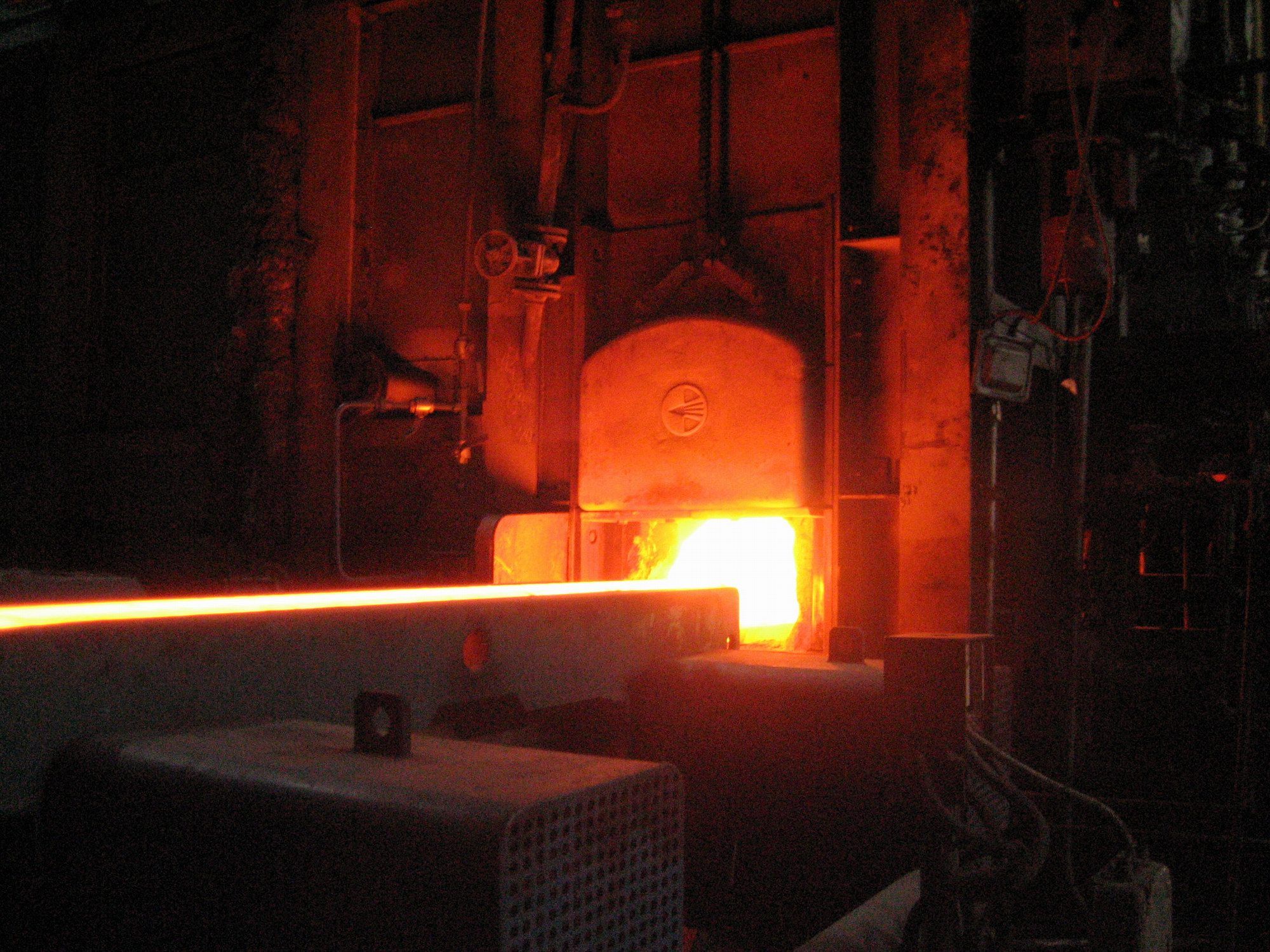
Откуда по рольгангу загружается в методическую печь:

Нагревается до определенной температуры и выгружается на черновой прокатный участок

Черновой и предчистовой участки состоят из вышеупомянутых клетей. Клети выглядят так в оси прокатки:

Так они выглядят в работе. Не видно петлеобразователей - на данном участке их нет. Так как отсутствует провисание - клети слишком близко друг у другу. После этих клетей петлеобразователь есть, но иного типа - горизонтальный:

***Вот он:

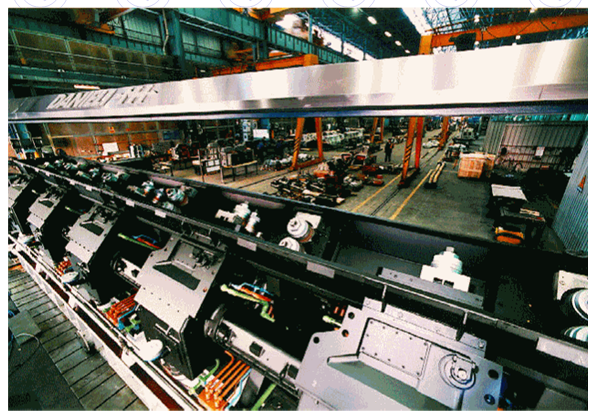
Далее идут ещё две клети и герой этого поста - чистовой блок. Вот этот гробик:

После него - средства контроля и измерения диаметра, виткоукладчик и конвейер:
Виткоукладчик:

Конвейер и виткоукладчики:

дальше идут средства укладки витков и упаковщик, но пост не про них. Вернёмся к чистовому блоку клетей:
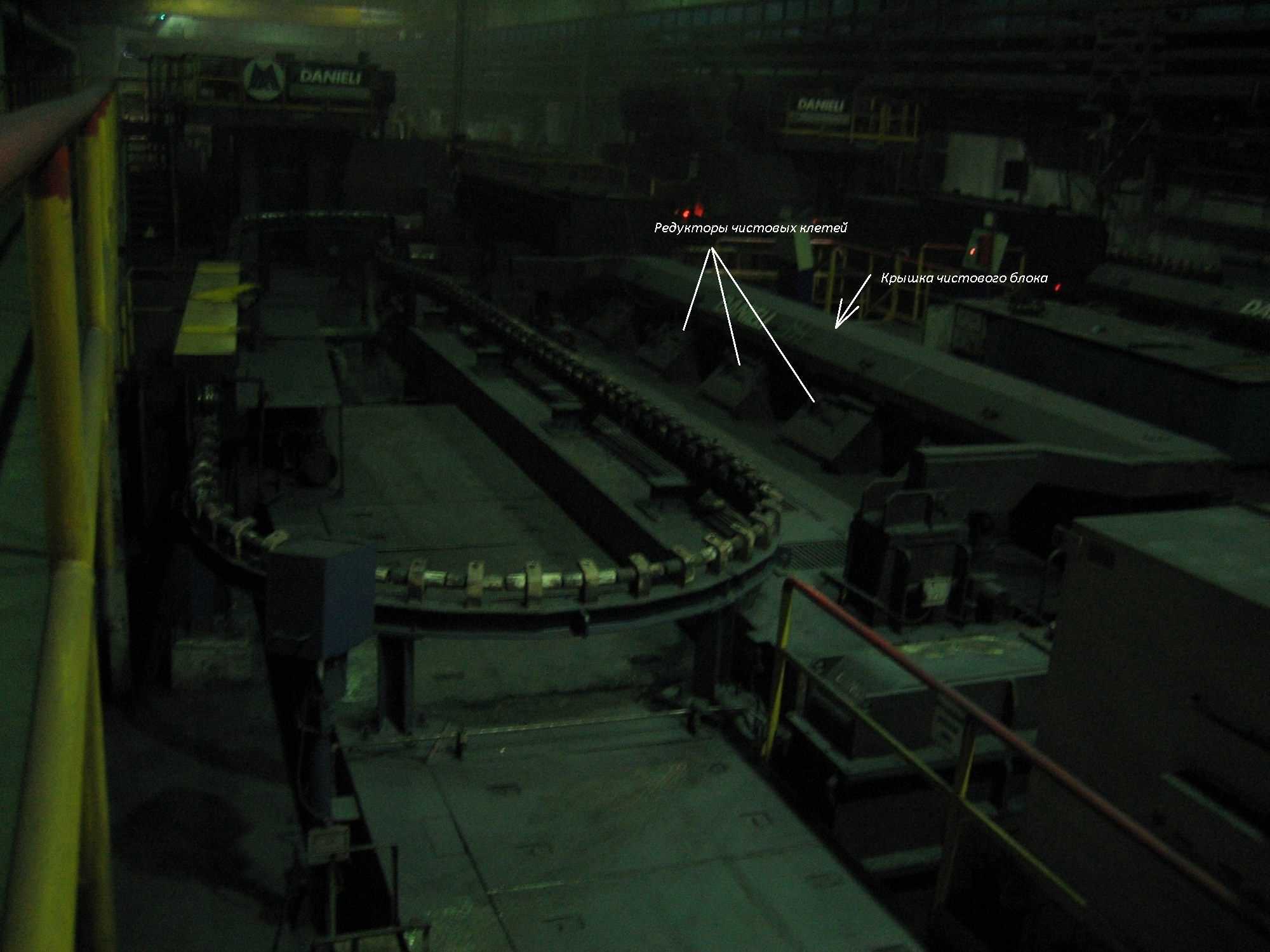
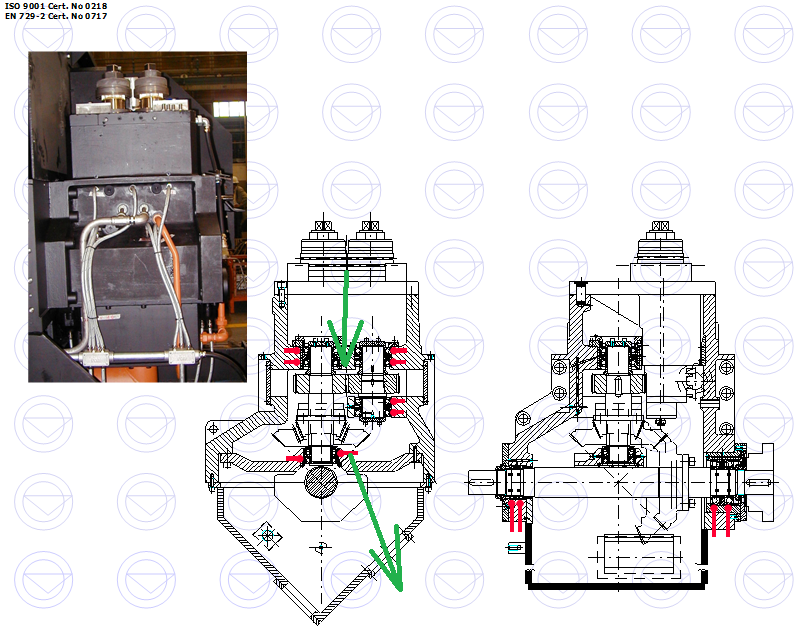
Вот так он выглядит в открытом виде (фото Danieli):
Видно подвод смазки к редукторам (оранжевый), воздух для продувки проводок (голубой) и охлаждающая вода (зелёный)

В блоке клети стоят рядом, поэтому используют роликовые проводки:
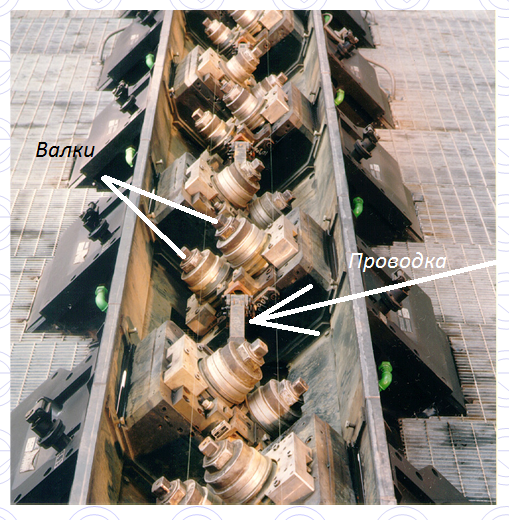
Проводка выглядит так (фото Danieli). Устройство понятно, я надеюсь.

Но наличие этих проводок чистовой блок не спасло. Чистовой блок - умная система, но видимо кто-то из операторов стана проспал и произошла рассинхронизация скоростей вращения валков чистового блока и образования петли из горячей заготовки. А так как лошадей у нас загоняют, гнали очень долго пока заметили рассинхронизацию. Каждая новая заготовка в стане образовывала петлю в чистовом блоке, которая касалась и и в итоге прожгла крышку корпуса блока.
Где-то здесь:
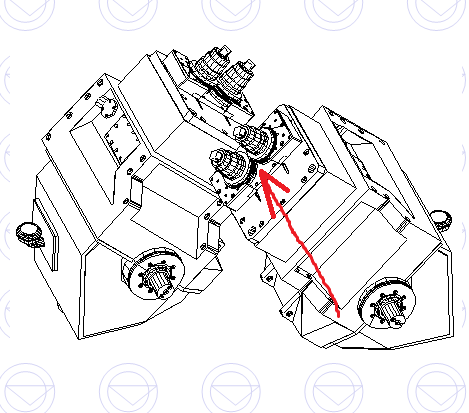
После чего окалина и охлаждающая вода стали попадать внутрь редуктора и в обратный трубопровод системы смазки:
.jpg)
Вот в такой бак. 30000 литров. Так как линии две на стане, то через полмесяца окалина появилась и во втором баке.
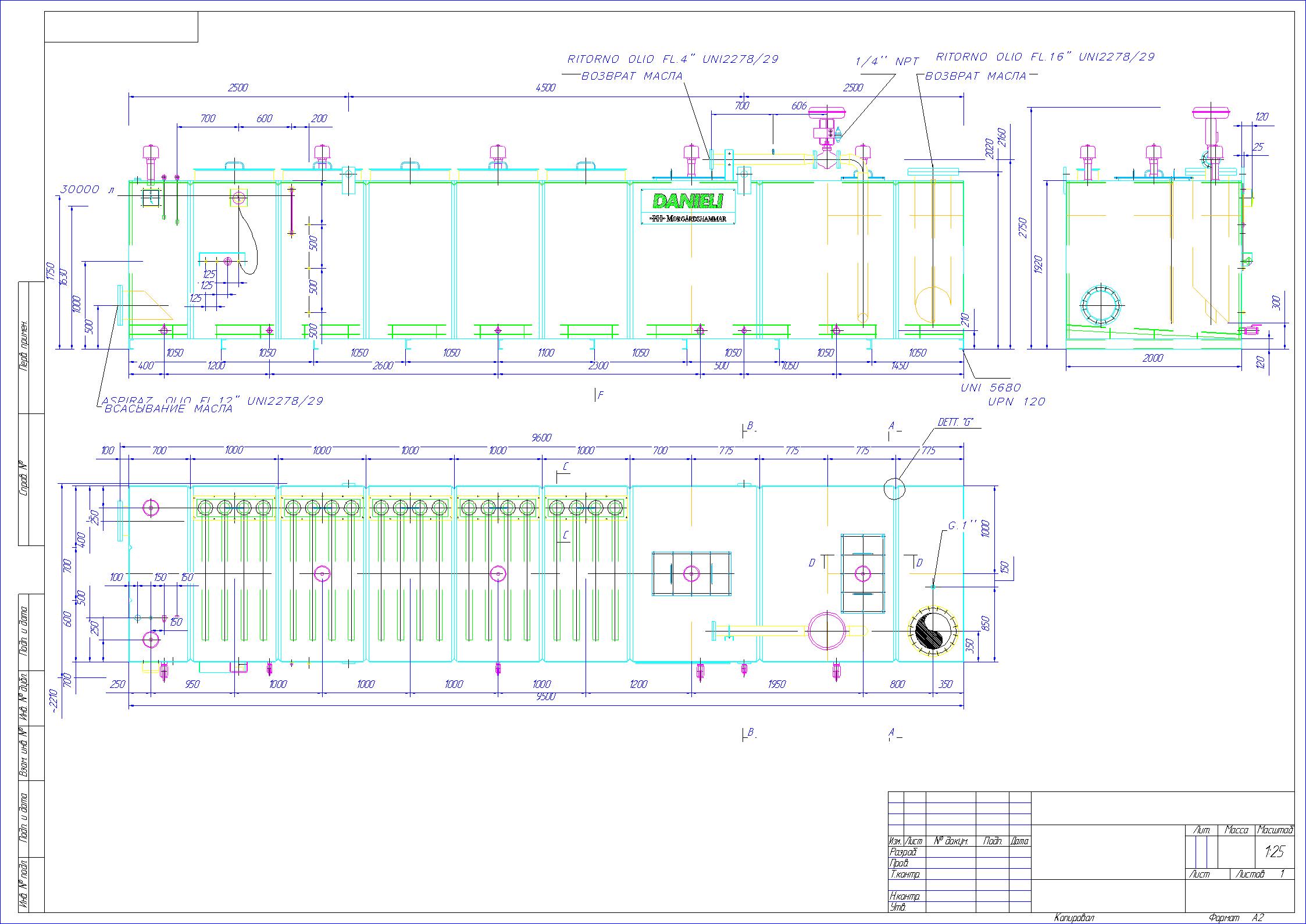
Так он в реальности выглядит:

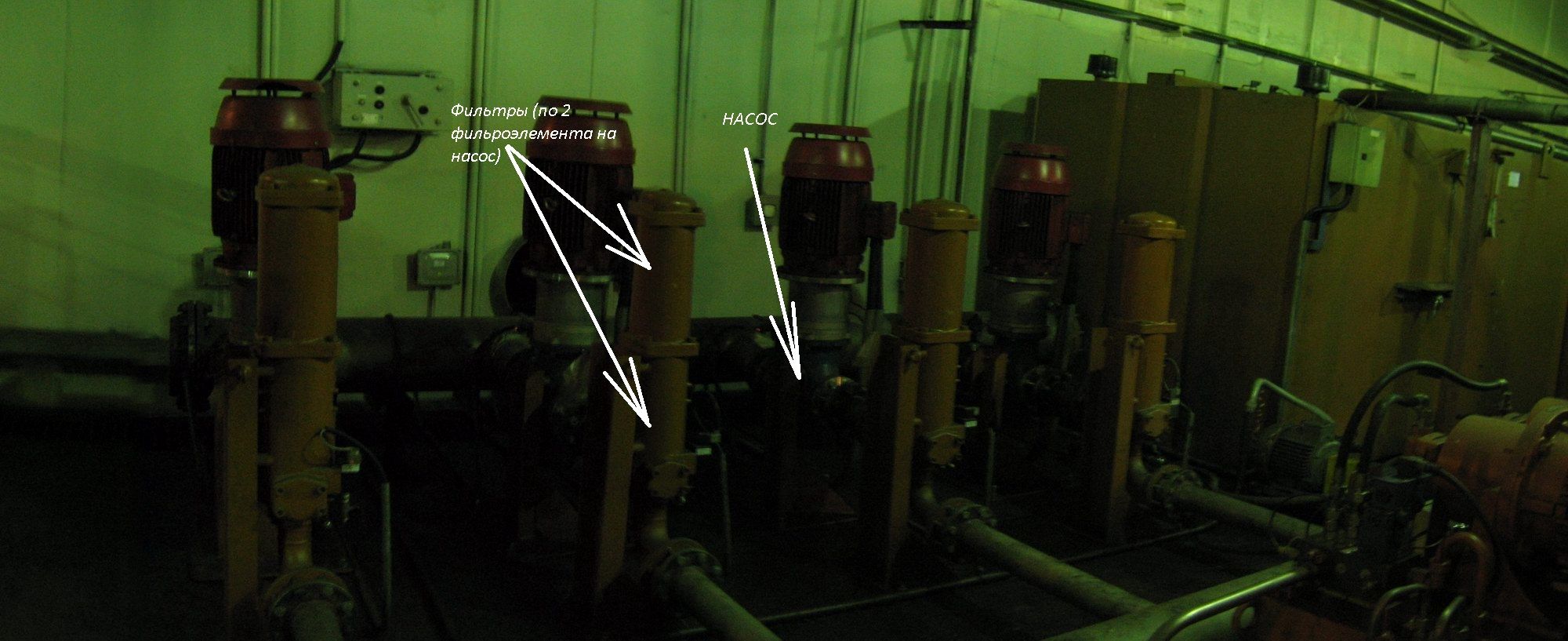
А вот эти самые насосы, возле которых жили люди по 12 часов в течении трёх месяцев.
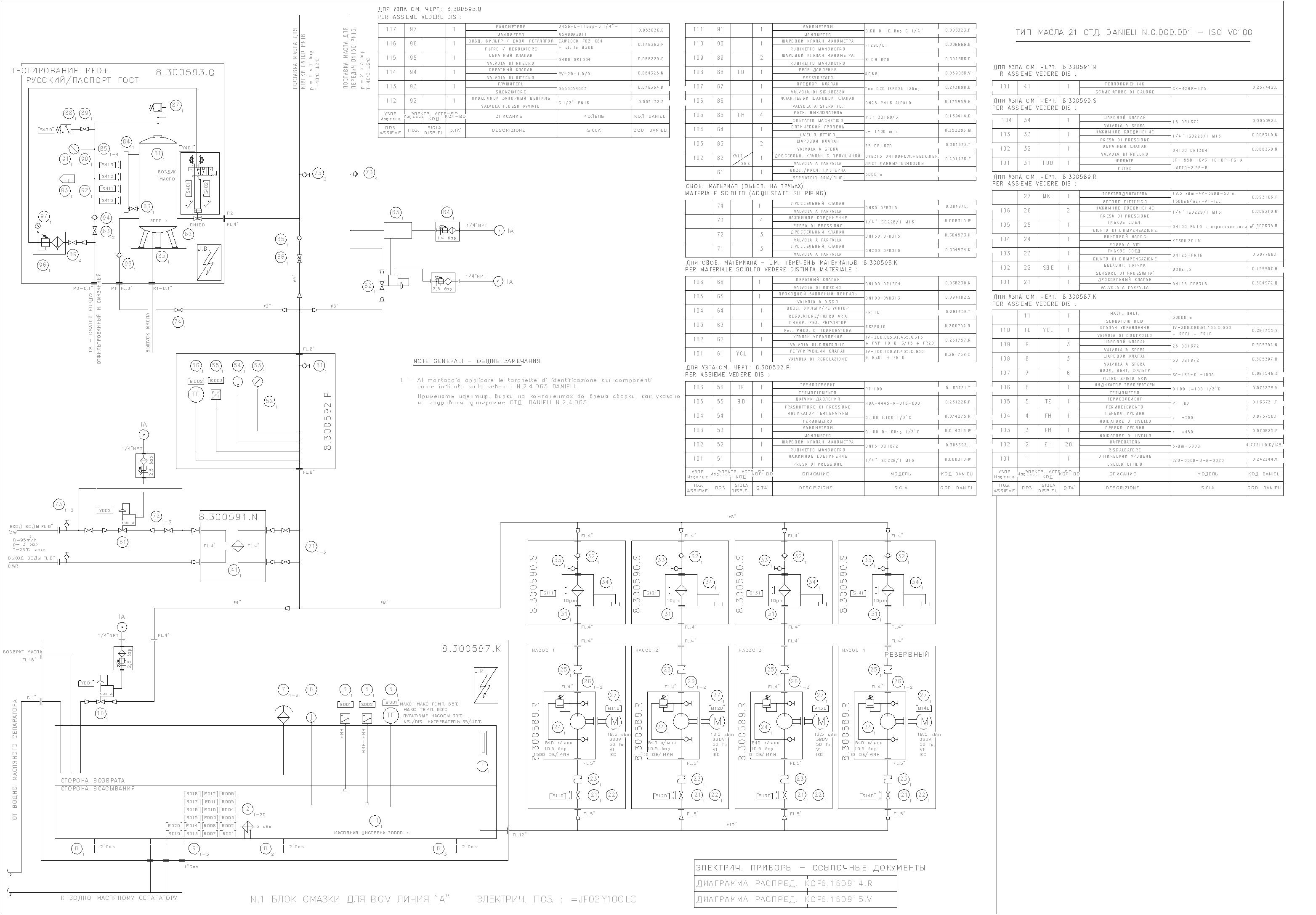
А вот секретная схема (Кому интересно)
ЦЕНА ВОПРОСА:
Масло использовалось Mobil Mobilgard M 430 (бочка по 208 л) Заменить 2 бака по 30000 л
Фильтроэлементы Internormen 01NR1000 10G 10BP 16 штук. Мы меняли 24 фильтра в сутки. Когда я там работал, фильтроэлемент стоил как одна моя зарплата.
Даже считать страшно.
ВЫВОДЫ:
- Решения у нас принимать боятся.
- Когда покупаешь товар, смотри чтобы тебе он подошёл.
- Технику надо любить.